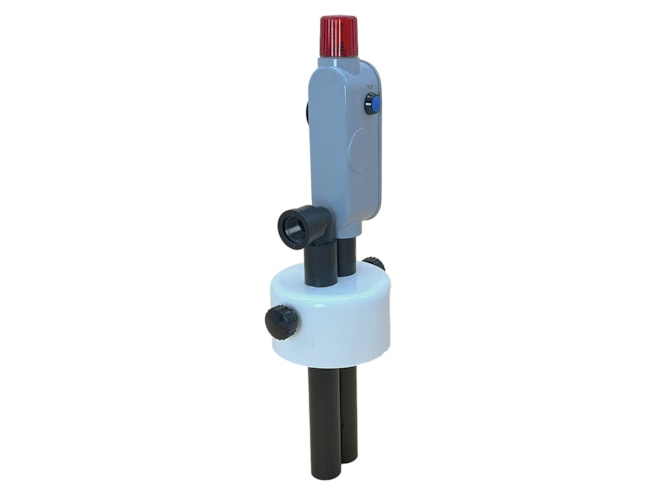
Gizmo Engineering DH Series High Level Drum Alarm
Alarm equipped with a flashing LED light and loud buzzer to prevent overfilling of the measured container.



Overview
Features
- Maximum temperature: 95°C
- IP65 and NEMA 4X protection rating
- Corrosion proof
- Fluids not compatible:
- 90% + sulfuric acid
- Lactic acid
- Peracetic acid (conc.)
- Ketones
- 103dB at 2 feet buzzer volume
- 20mA current consumption when alarming
Description
The Gizmo DH series of high level drum alarms prevents the overfilling of a drum with an LED light and loud alarm. It is battery powered, eliminating the need for power outlets, with a battery life lasting up to 10 years. The liquid suction rube is permanently attached to the alarm unit, allowing for the continuous monitoring of fluids. A user can transfer the alarm easily by lifting off the drum and moving it to a new one. Similarly, checking the operation just requires the user to lift the drum alarm out of the drum.
The high level alarms are ideal for rough, wet, and corrosive environments, and contain no wetted metal parts. The float switch for these alarms is protected inside the tube. All models allow for an adjustable depth with no tools required - utilize the thumb knob and adjust to the desired depth. There are two piping options: with and without a feed pipe. Models without the feed pipe only have one pipe with an adjusted depth of 2 to 7in. Models with a feed pipe contain two pipes: one with a liquid feed tube and the other contains the float switch.

Need Help? Call an engineer at 1-800-884-4967
We're open 8:00 am to 5:00 pm ET



























